La distance entre notre futur foyer et l'usine Ikihirsi n'étant que d'environ 10 kilomètres, nous pouvons sans problème assurer l'exécution avec le fournisseur de la maison pendant tout le projet. Après avoir discuté de mon blog et inspiré le personnel de l'usine, ceux-ci m'ont présenté le processus de production pendant que nos rondins étaient fabriqués. La personne en charge de la présentation s’appelle Mikael Ruopsa, Directeur de Production.
 |
| Matière première déchargée à l'usine |
La plus grande partie de la matière première chez Ikihirsi provient de chez Hasetec Oy. La matière première pour les rondins en lamellé/collé arrive sous la forme de troncs déjà secs et encollés. La matière première est entreposée à l'abri des conditions météorologiques en attendant son tour sur la chaîne de montage.
 |
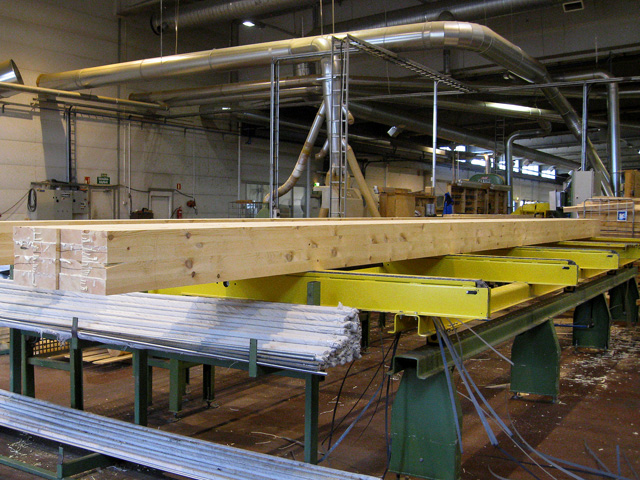
| Table d'alimentation |
Les rondins longs sont placés sur la table d'alimentation au moyen d'un chariot élévateur tandis que les rondins courts sont apportés directement depuis la pile à l'aide d'une table de levage et de rouleaux.
La table apporte automatiquement les rondins bruts à la raboteuse. Lors du processus de rabotage, un profil longitudinal est réalisé dans les rondins.
 |
| Système d'extraction de la sciure |
La plus grande partie de la sciure est générée lors du processus de rabotage. L'extraction de la sciure conduit celle-ci à travers un filtre jusqu'à un conteneur de sciure. Cela permet d'économiser de l'énergie de chauffage et la perte de chaleur dans les locaux de production est réduite au minimum lors de l'extraction de la sciure.
La sciure en conteneurs est transportée jusqu'à une centrale thermique locale. La centrale utilise la sciure pour produire de l'énergie électrique et de chauffage qui permet en retour de chauffer les bâtiments de l'usine.
L'usine a planifié son processus de production en prenant en compte le rapport efficacité/énergie de celui-ci, ce qui permet une utilisation écologique des résidus de matière première.
Tous les autres résidus de bois de petite taille sont vendus à la population locale comme bois de chauffage.
A la sortie du rabotage, l'opérateur de la machine contrôle la qualité de la surface du rondin. La qualité dépend de la colle, du niveau correct de séchage de la matière première ainsi que de l'état des lames. Mikael m'a raconté qu'ils aiguisent les lames eux-mêmes tous les deux jours en moyenne en fonction de la quantité planifiée et d'autres aspects identiques.
Après le rabotage, les rondins sont automatiquement envoyés vers un convoyeur latéral. L'opérateur de rabotage peut raboter vers cette zone d'entreposage la quantité nécessaire pour environ une heure de fonctionnement de la tenonneuse. La zone d'entreposage intermédiaire se remplit environ en un quart d'heure, selon la taille des rondins; en cas de rondins plus petits la table se remplit plus rapidement, selon la vitesse d'alimentation de la raboteuse.
 |
| Kyösti Välikangas à la tenonneuse |
Tous les rondins sont contrôlés avant d'être envoyés à la tenonneuse. Les billes de bois sont inspectées à l'aide d'une machine à rotation et toute partie de qualité inférieure est retirée grâce à un bouton de compensation. Chaque bille de bois est également passée à travers un rouleau qui mesure sa longueur.
 |
| En route vers la tenonneuse |
Une contreplaque de mesure sur la tenonneuse pousse la bille inspectée et mesurée dans la machine.
 |
| Système de contrôle des tenons |
Un programme crée les listes de processus sur la base des plans des murs dessinés par les concepteurs et celles-ci sont automatiquement sauvegardées directement depuis l'unité de planification vers le système de production. Les listes de processus sont contrôlées depuis l'écran de la tenonneuse. Lorsqu'une bille de bois a été mesurée auparavant, le système utilise cela afin d'optimiser la bille brute pour que le pourcentage de pertes soit aussi faible que possible.
La tenonneuse traite automatiquement la bille entière avec une précision au millimètre, respectant les listes de processus. Un processus comprend non seulement des joints de tenons mais également les perforations pour l'électricité, les tenons, les boulons et les rainures, ainsi que le sciage des ouvertures, les onglets d'extrémité, les onglets décoratifs et la coupe à la bonne longueur.
Le convoyeur de la tenonneuse emporte le rondin fini vers la table d'emballage. Sous le convoyeur, un tapis roulant permet d'évacuer les blocs résiduels.
 |
| Kyösti Välikangas vérifiant la qualité |
L'opérateur de la tenonneuse surveille constamment la qualité du processus. L'usine est capable de produire avec une précision au millimètre grâce aux lames tranchantes et un entretien particulier de la tenonneuse qui comprend un nettoyage et un graissage réguliers de la machine ainsi qu'un remplacement suffisamment fréquent des pièces usagées.
L'imprimante fournit un code d'identification pour chaque rondin dans l'ordre de fabrication, l'étiquette est attachée à l’extrémité du rondin.
 |
| Juha Kovalainen vérifiant le processus |
Lors de la vérification du processus, chaque pièce arrivant de la chaîne est comparée avec les dessins des murs. Le rondin est marqué comme prêt.
 |
| Petteri Jämsä (à gauche) et Jonne Ruopsa lors du levage. |
La pièce est déplacée depuis la table d'emballage vers une palette d'emballage numérotée à l'aide d'un treuil.
Le système d'emballage lit les étapes du processus de la tenonneuse. Lorsqu'un rondin est prêt, il est proposé au système d'emballage. Après la vérification finale, la pièce donnée est transférée dans le système selon le bon numéro de lot.
Les rondins sont placés par lot afin que celui-ci ait la forme d'un cube, facilement chargé, avec le bon poids et la bonne taille. Les rondins sont positionnés de manière à faciliter leur installation sur le chantier.
L'usine marque ses produits avec un sceau de qualité en métal. L'emplacement adéquat du sceau de qualité est décidé dès l'étape de planification – c'est-à-dire à côté de notre future porte d'entrée.
Les lots sont entièrement recouverts d'un film résistant aux intempéries. Ils sont protégés par en-dessous par des palettes en bois afin d'éviter tout endommagement pendant le transport d'un lieu à l'autre.
 |
| Reijo Mourujärvi attachant un lot |
Les lots sont attachés avec une corde. Des planches de protection sont placées sous la corde afin de protéger le lot des dommages possibles.
 |
| Un lot prêt avec le nom du projet, le numéro de lot et la taille de l'emballage marquée sur celui-ci. |
Les lots prêts au transport vers le chantier sont entreposés soit en extérieur soit sous abri en fonction du temps d'entreposage.
Afin de garantir la qualité, un rapport de surveillance de l'humidité enregistre l'humidité de la pièce de bois pendant le projet. Le même rapport enregistre aussi la vérification des joints des tenons. Cette vérification contrôle l'étanchéité des angles à intervalles réguliers en plaçant quelques rondins les uns sur les autres.
La liste de lots indique le nombre total de lots ainsi que leur taille et poids. Cela facilite la planification du chargement à l'usine et ensuite la mise en place sur site.
La carte de lot imprimée par le système d'emballage indique quels rondins se trouvent dans quel lot.
Le même système fournit également un rapport de synthèse qui est un outil important lors de la mise en place sur le chantier. Cette carte permet de vérifier rapidement quel lot comporte la pièce de bois que vous recherchez.
Les rondins apprêtés attendent maintenant d'être transportés sur notre parcelle. Ikihirsi a fait du bon travail et leur slogan “Les plus maisons en bois de Laponie” est bien mérité, en tout cas jusqu'à ce jour :) Maintenant c'est au tour des installateurs professionnels Reijo Tapio et Juha Lehtola d'assurer la qualité.